Hoe voorkom je lasonvolkomenheden bij aluminium lassen?
Dat er behoorlijk wat uitdagingen komen kijken bij het lassen van aluminium bleek wel uit de lezing van het NIL over de lasonvolkomenheden en de diverse demo's van o.a. lassen met de nieuwste technieken en de gassen.
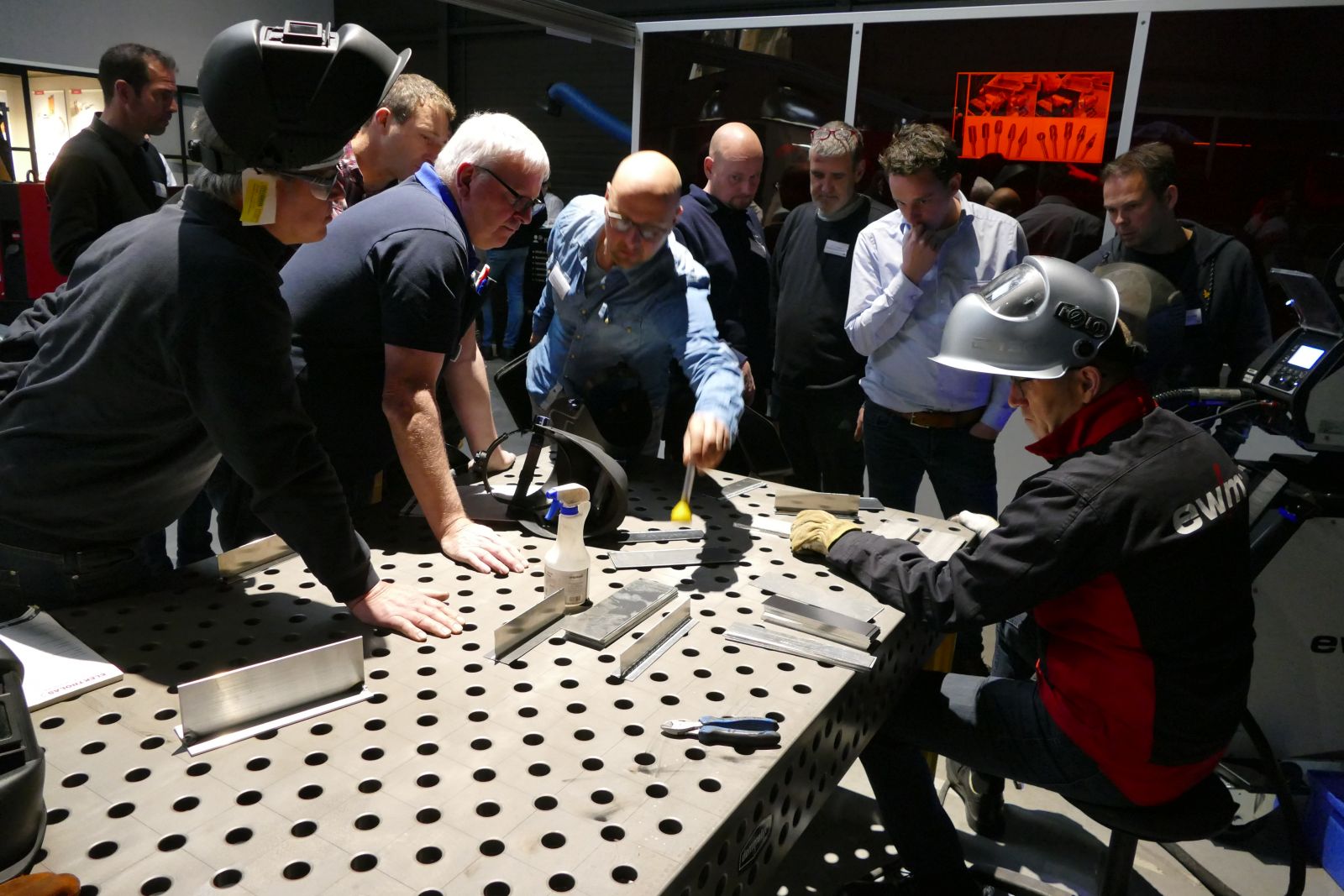
De laatste inspiratiesessie van Elektrolas van het jaar 2019 stond in het teken van het lassen van aluminium. Dat hier behoorlijk wat uitdagingen bij komen kijken bleek aan het begin wel uit de lezing over lasonvolkomenheden door het Nederlands Instituut voor Lastechniek (NIL) en de diverse demo’s daarna. Aan de hoge interactie van de 45 deelnemers was te merken dat er interessante kennis werd gedeeld.
Reacties van enkele deelnemers
Anton Verbakel van het gelijknamige constructiebedrijf uit De Mortel gaf aan hier naar toe gekomen te zijn om meer te weten te komen over het lassen van aluminium. “Dat is toch een specialistisch gebeuren. Zo heb ik meer informatie gekregen over de manier van het reinigen van aluminium. Je weet dat het moet. Ik weet nu dat ik dat van tevoren moet doen voordat ik machinaal de oxidehuid ga verwijderen. Ook in de lezing van het NIL ben ik punten tegengekomen die bij mij op de achtergrond zijn geraakt. Die komen dan toch weer boven. Ik las zelf ook. In de demo’s zijn de kernpunten op een duidelijke manier samengevat. De routing was ook heel goed: elk facet werd apart belicht. Welke er voor mij het meeste uitsprongen waren de EWM-machine en het gasverhaal. Ik heb daar een paar dingen gezien en gehoord waarvan ik denk dat ik daar iets mee ga doen. Dat gaat z’n voordeel hebben. Al met al geef ik voor deze sessie een hele vette negen!”
Frank Muskens, meewerkend voorman bij Trahecon, wilde meer te komen over het gebruik van gassen. “Vooral als het gaat om vernieuwingen. Deze bijeenkomst heeft volledig aan mijn verwachtingen voldaan. Maar niet alleen voor wat betreft de gassen. Ook over het slijpen en schoonmaken heb ik veel nuttige informatie gekregen. Ik zit al heel lang in het vak, maar dat neemt niet weg dat ik altijd benieuwd ben naar de nieuwtjes. Daarover houdt Elektrolas mij trouwens goed op de hoogte. Ik heb ook een jonge medewerker hier mee naartoe genomen, want die kan zo nog veel leren. Ik ben ervan overtuigd dat hij hier veel heeft opgestoken. Voor ons dus een zeer geslaagde ochtend.”
Dan gelijk die jonge collega van Frank Muskens ook maar even om een reactie gevraagd, Jan Werner. “Hoewel ik best al de nodige dingen weet heb ik hier vandaag toch nog het een en ander geleerd, vooral op het gebied van inbranding en lasfouten. Ik weet nu nog meer waar ik op moet letten. Vanaf vanmiddag ga ik dat al in de praktijk brengen. Ik wist eigenlijk niet van tevoren wat ik moest verwachten. Maar nu moet ik zeggen dat ik best veel wijzer ben geworden. Daarom geef ik een dikke acht voor deze bijeenkomst!”
Lasonvolkomenheden bij aluminium lassen
Welke lasonvolkomenheden kun je tegenkomen en hoe voorkom je die? Dat was de titel van de lezing door Michel Voorhout, Productmanager bij het NIL. Na een korte introductie over eigenschappen en toepassingen van verschillende aluminiumlegeringen heeft Michel diverse zaken toegelicht om tot een goede lasverbinding te komen. Lastoevoegmaterialen, beschermgassen, reiniging van de oxidehuid en onderdelen van lasapparatuur zijn hierbij tegen het licht aangehouden. Ter afsluiting zijn de meest voorkomende lasonvolkomenheden besproken waarbij oorzaken en oplossingen zijn toegelicht. Kortom het succesvol lassen van aluminium is afhankelijk van diverse factoren.
1. Porositeiten, oorzaken en voorkomen.
2. Bindingsfouten, oorzaken en voorkomen.
.
Laskantvoorbewerking van aluminium
Elgar Mudde van Electrotool is ingegaan op de aspecten van de lasvoorbewerking. Hij demonstreerde een halfautomatische zaagmachine voor het zagen van aluminium. Deze machine viel op door zijn hoge mate van nauwkeurigheid (lengtemaat, haaksheid, hoeknauwkeurigheid en exacte laskantvoorbereiding) en was voorzien van een afzuiginstallatie van spanen en van een automatisch verplaatsbare lengteaanslag MPS powerstop. Daarnaast demonstreerde hij aan de hand van een aantal aluminium werkstukken elektrische en pneumatische laskantfreesmachines.
.
Inspectietechnieken bij aluminium lassen
‘Meten is weten’. Patrick van Asperen (Elektrolas) en Kelly Pennings (Element) hebben verschillende inspectietechnieken toegelicht die vroegtijdig lasonvolkomenheden kunnen opsporen, zoals visuele inspectie, penetrant onderzoek, breektest en röntgenonderzoek. Live hebben zij het etsen van aluminium laten zien. Met behulp van een bijtend zuur heeft Kelly bij een doorgezaagde las, die fijngeslepen was tot korrel 400, de structuur van het materiaal bloot gelegd. De warmteinvloedbare zone en het lasmetaal krijgen dan een andere kleur dan het basismateriaal.
.
Slijpen en schuren van aluminium
Mark Kats van Cibo heeft aan de hand van een videopresentatie laten zien hoe je aluminium kunt frezen zonder dat de frees volloopt (dicht gaat zitten met aluminium). De aluminium hard metalen stift frezen met vertanding 3, zijn speciaal voor aluminium materialen.
De RCD UC (Ultra Coarse) heeft een “state of the art” keramische schuur korrel in combinatie met Surface conditioning lamellen. Deze combinatie maakt dat het schuurmateriaal niet gaat aankoeken / aankleven wat bij andere schuurmaterialen een groot probleem is. Voordeel hiervan is sneller verspanen, minder wisselen van slijpschijven en zodoende kosten besparend. De ‘Alu grind spray’ is een handige spray om op bestaande schuurschijven te spuiten om zo het aankleven van aluminium tijdens het slijpen te voorkomen.
Hoe las je aluminium met de nieuwste technieken?
Winfried Hahmann van EWM beantwoordde samen met lastechnisch adviseur Michael Hagelaars van Elektrolas de vraag hoe je aluminium last met de nieuwste technieken. Winfried heeft gelast met de nieuwe Titan AC Puls lasmachine. Hiermee kun je puls lassen op wisselstroom en kun je met almg lasdraad lassen zonder verkleuring. Dit proces is tot 2mm plaat interessant, daarna schakel je over op normaal puls lassen.
De te gebruiken gassen bij aluminium
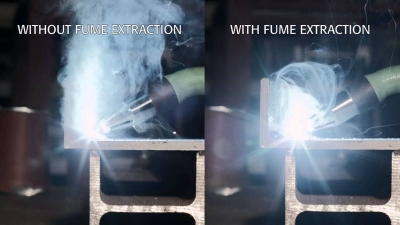
Jorien van Valen, gasspecialist van Westfalen heeft samen met Thije van Delft van Elektrolas gedemonstreerd welke gassen je dient te gebruiken bij het lassen van aluminium. Zo raden zij aan om Helium aan Argon toe te voegen. Dit heeft namelijk tot gevolg dat de boogspanning hoger wordt (e.e.a. afhankelijk van het percentage helium). Je kunt ook stikstof en stikstof monoxide (in p.p.m. bereik) toevoegen, dit zorgt voor een insnoering van de lasboog. Met de Cobot van Elektrolas hebben Jorien en Thije live laten zien wat de resultaten zijn als je geen Helium hebt toegevoegd aan Argon en als je dat wel hebt gedaan. Bedenk wel dat Helium duur is. “Doe dit alleen als je echt voordelen ziet.”
De combinatie van Argon, Helium, Stikstof en Stikstof monoxide heeft ook nog zo zijn voordelen:
– Smallere lasboog
– Minder vermogen nodig
– Kleinere brandvlek
– Hogere voortloopsnelheid
– Betere inbranding
– Minder spatvorming en roetafzetting bij het MIG lassen
– Rustige, stabiele lasboog
Wil je (nog) eens sparren over jouw uitdagingen bij het lassen van aluminium? Laat een van onze specialisten contact met je opnemen.
Agenda Scholing 2020
Ook in 2020 zullen weer inspiratiesessies georganiseerd worden door en bij Elektrolas. De eerste is op 26 maart 2020 en heeft als thema ‘Laswerkplaats van morgen’. Houd daarvoor onze website en/of nieuwsbrief in de gaten. Bekijk de volledige agenda.