Lassen van slijtvast staal
Graafmachines en kiepwagens worden door het materiaal wat ze uitgraven en vervoeren flink belast. Om snelle slijtage tegen te gaan en daardoor het aantal herstelwerkzaamheden te verminderen, is het noodzakelijk dat de belastende delen zijn gemaakt van slijtvast staal. Slijtvast staal bevat een hoge mate van taaiheid en hardheid.
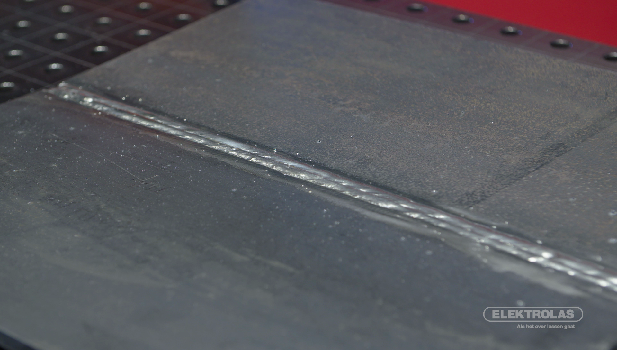
Lassen hardox aan hardox
In deze video laten we zien welke voorbereidingen van het materiaal nodig zijn en welke middelen je nodig hebt bij het lassen van slijtvast materiaal. Dit doen we door twee hardox platen aan elkaar te lassen. Hierbij laten we de verschillende stappen zien.
We verbinden twee dezelfde slijtvaste staalsoorten dusdanig dat er geen kans op (breuk) scheurvorming ontstaat. Voor een sterke verbindingslas tussen slijtvast staal en slijtvast staal gebruik je een een harde lasdraad. Heb je na het kijken van de video nog vragen. Onze lastechneuten helpen je graag.
Slijtvast staal lassen in 8 stappen
- Ontvet de lasnaad.
- Schuur de lasnaad met een harde schijf.
- Borstel de lasnaad schoon.
- Bevestig de backingstrip op het materiaal.
- Gebruik een harde draad voor een sterke verbindingslas tussen slijtvast staal en slijtvast staal.
- Stel de machine in op een amperage tussen 200A – 250A en voltage tussen 25V – 30V.
- Voorwarmen van de lasnaad om spanning rond de lasnaad te verminderen. Meet hierbij tussendoor de temperatuur. Deze moet liggen tussen de 50°C en 75°C.
- Je gaat 3 lagen lassen met een voortloopsnelheid van 35 cm / min. Na het lassen borstel je de lasnaad en met je vervolgens de tussenlaag temperatuur. Deze moet tussen de 50°C en 150°C liggen. Na het leggen van de eerste laag verwijder je de backingstrip. De derde laag las je in 2 snoeren. Na de eerste snoer borstel je wederom de lasnaad en meet je de tussenlaag temperatuur. Na de tweede snoer is het alleen nog schoon borstelen.

Tips bij het lassen
Tijdens het lassen van metalen ontstaan rond de lasnaad spanningen in het materiaal. Deze spanningen kunnen scheuren veroorzaken. Door het staal rond de lasnaad voor te verwarmen zorg je voor een minimale beperking van de spanningen. Het temperatuurverschil tussen de las en het te lassen materiaal wordt kleiner, wat de thermische spanning vermindert.
Daarnaast worden ongewenste hardingsverschijnselen voorkomen, omdat de afkoelsnelheid na het lassen wordt verlaagd. Hierdoor minimaliseer je het risico op koudscheuren. Het aanwezige waterstof (dat scheuren veroorzaakt) heeft door het voorverwarmen meer tijd om uit het materiaal te trekken. Een tweede reden om de afkoelsnelheid laag te houden is dat hierdoor bindingsfouten voorkomen worden. Wanneer het materiaal te snel afgekoeld is zal het te weinig warmte beschikken om de laskanten tijdig te laten smelten.
Maak bij het meten van de tussentemperatuur gebruik van een contact temperatuurmeter. Deze zijn heel precies. Meters als infraroodtemperatuurmeters kunnen door reflectie afwijken en zijn daardoor minder betrouwbaar.